
การตรวจวัดความสั่นสะเทือนของเครื่องจักร (Machine Vibration) ด้วย Svantek SV 974
-
การเตรียมเซนเซอร์และการติดตั้ง (Sensor Mounting):
ทำความสะอาดพื้นผิวบริเวณตลับลูกปืน (Bearing Housing) ของเครื่องจักรให้สะอาด ติดตั้งเซนเซอร์วัดความสั่นสะเทือน (เช่น รุ่น SV 80 IEPE) เข้ากับหัวต่อแม่เหล็ก (Magnetic Base) หรือขันสกรูยึดเข้ากับโครงเครื่องจักรโดยตรงเพื่อความมั่นคง
-
การเปิดเครื่องและเลือกโหมดการวัด (Function Setup):
เปิดเครื่อง SV 974 จากนั้นกดปุ่ม Menu เข้าไปที่หัวข้อ Function -> Measurement Mode แล้วเลือกโหมดเป็น Vibration
-
การตั้งค่าโปรไฟล์และฟิลเตอร์ (Profile Configuration):จุดเด่น: วัด 3 Profile พร้อมกัน
เข้าเมนู Measurement -> Profiles เพื่อตั้งค่าการวัดทั้ง 3 โปรไฟล์ให้สอดคล้องกับมาตรฐาน ISO และลักษณะงานที่ต้องการตรวจสอบ:
-
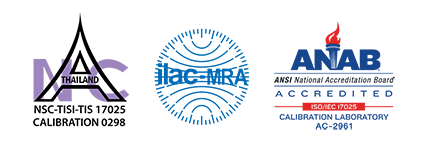
- Profile 1 (ภาพรวมเครื่องจักร): เลือกพารามิเตอร์ Velocity (ความเร็ว) หน่วย mm/s RMS และตั้งฟิลเตอร์เป็น VelMF เพื่อใช้ประเมินร่วมกับมาตรฐาน ISO 10816 / ISO 20816
- Profile 2 (ตรวจสอบตลับลูกปืน): เลือกพารามิเตอร์ Acceleration (ความเร่ง) หน่วย m/s² RMS และตั้งฟิลเตอร์เป็น HP10 หรือ HP1 เพื่อดูความสมบูรณ์ของ Bearing ในย่านความถี่สูง
- Profile 3 (ตรวจเครื่องรอบต่ำ): เลือกพารามิเตอร์ Displacement (การกระจัด) หน่วย µm Peak-to-Peak และตั้งฟิลเตอร์เป็น Dil10 สำหรับตรวจวัดการส่ายหรือการหลวมคลอนของเครื่องจักรรอบต่ำ (ถ้าจำเป็น)
-
กำหนดช่วงเวลาและการบันทึกข้อมูล (Logger Setup):
เข้าเมนู File -> Logger Setup เพื่อเปิดฟังก์ชัน Data Logger กำหนดค่า Logger Step (เช่น บันทึกทุกๆ 1 วินาที) เพื่อเก็บค่าความสั่นสะเทือนเป็นกราฟต่อเนื่องซึ่งจะช่วยให้เห็นพฤติกรรมของเครื่องจักรตลอดช่วงเวลาการทำงานได้อย่างละเอียด
-
เริ่มการตรวจวัดและบันทึกค่า (Measurement Execution):
ตรวจสอบให้แน่ใจว่าเครื่องจักรทำงานอยู่ในสภาวะปกติ (Steady State) จากนั้นกดปุ่ม Start/Stop (ปุ่มวงกลมสีแดง) บนตัวเครื่อง หน้าจอ OLED จะแสดงค่าแบบ Real-time ให้รอจนกระทั่งค่านิ่งหรือครบเวลาที่กำหนด แล้วกดปุ่มเดิมอีกครั้งเพื่อหยุดบันทึก ข้อมูลทั้งหมดจะถูกเซฟลงใน MicroSD Card พร้อมนำไปวิเคราะห์ต่อในซอฟต์แวร์ SvanPC++
คำอธิบาย
• VelMF (Velocity Machine Filter)
ถูกออกแบบมาให้ความถี่ตรงตามขอบเขตที่มาตรฐาน ISO 10816 และ ISO 20816 กำหนดไว้คือช่วง 10 Hz ถึง 1,000 Hz ฟิลเตอร์นี้จะทำการแปลงสัญญาณความเร่ง (Acceleration) ให้กลายเป็นความเร็ว (Velocity) อัตโนมัติ พร้อมกรองความถี่รบกวนภายนอกทิ้ง ทำให้ค่าความเร็ว mm/s RMS ที่อ่านได้สามารถเอาไปเทียบตารางมาตรฐานเพื่อแบ่งโซนเขียว-เหลือง-ส้ม-แดง ได้ทันที
• Vel10 และ HP10 / Dil10
ตัวเลข “10” หมายถึงการตั้งค่า High-Pass Cut-off frequency ที่ 10 Hz (ยอมให้ความถี่ตั้งแต่ 10 Hz ขึ้นไปผ่านได้)
-
- Vel10 จึงให้ผลลัพธ์ใกล้เคียงกับ VelMF ในการวัดความเร็วสัญญาณ
- HP10 ใช้กรองความเร่งเพื่อตัดสัญญาณแกว่งตัวช่วงต่ำๆ ทิ้งไป
- Dil10 ใช้กรองการกระจัด (Displacement) สำหรับเครื่องจักรทั่วไป
• Vel3 / Dil3 และ Vel1 / Dil1 (สำหรับเครื่องรอบต่ำ)
มาตรฐาน ISO 20816-3 ระบุไว้ว่า ถ้าเครื่องจักรทำงานที่รอบต่ำกว่า 600 RPM สัญญาณความสั่นสะเทือนหลักจะอยู่ต่ำกว่า 10 Hz ดังนั้นถ้าใช้ฟิลเตอร์ VelMF หรือ Vel10 ค่าความสั่นที่แท้จริงจะถูกตัดทิ้งไป ทำให้วัดค่าได้ต่ำกว่าความเป็นจริง เครื่อง SV 974 จึงแก้ปัญหานี้โดยใช้ฟิลเตอร์ Vel3 (ตัดที่ 3.5 Hz) และ Vel1 (ตัดที่ 1 Hz) เพื่อขยายความสามารถในการวัดลงไปถึงย่านความถี่ต่ำ ช่วยให้ตรวจวัดเครื่องจักรที่รอบต่ำได้อย่างถูกต้อง
• HP1 / HP10 กับการตรวจ Bearing
ตลับลูกปืน (Rolling Element Bearing) เวลาเริ่มเสื่อมสภาพ เม็ดลูกปืนจะวิ่งชนรอยแตกกะเทาะ ทำให้เกิดการกระแทกในย่านความถี่สูง (High-frequency impact) แต่มีพลังงานต่ำ ซึ่งมักจะถูกสัญญาณความสั่นรอบต่ำของปั๊มหรือมอเตอร์ (เช่น Unbalance, Misalignment) กลบสัญญาณจนไม่สามารถอ่านค่าได้ การตั้งโปรไฟล์ด้วยฟิลเตอร์ HP10 หรือ HP1 ร่วมกับการตั้งค่า Acceleration จะช่วยบล็อกสัญญาณความถี่ต่ำที่เป็นแรงเหวี่ยงหลักออกไป ทำให้เครื่องสามารถโฟกัสและตรวจจับสัญญาณการกระแทกของตลับลูกปืนได้อย่างแม่นยำ
การประเมินความสั่นสะเทือนตามมาตรฐาน ISO 20816-3:
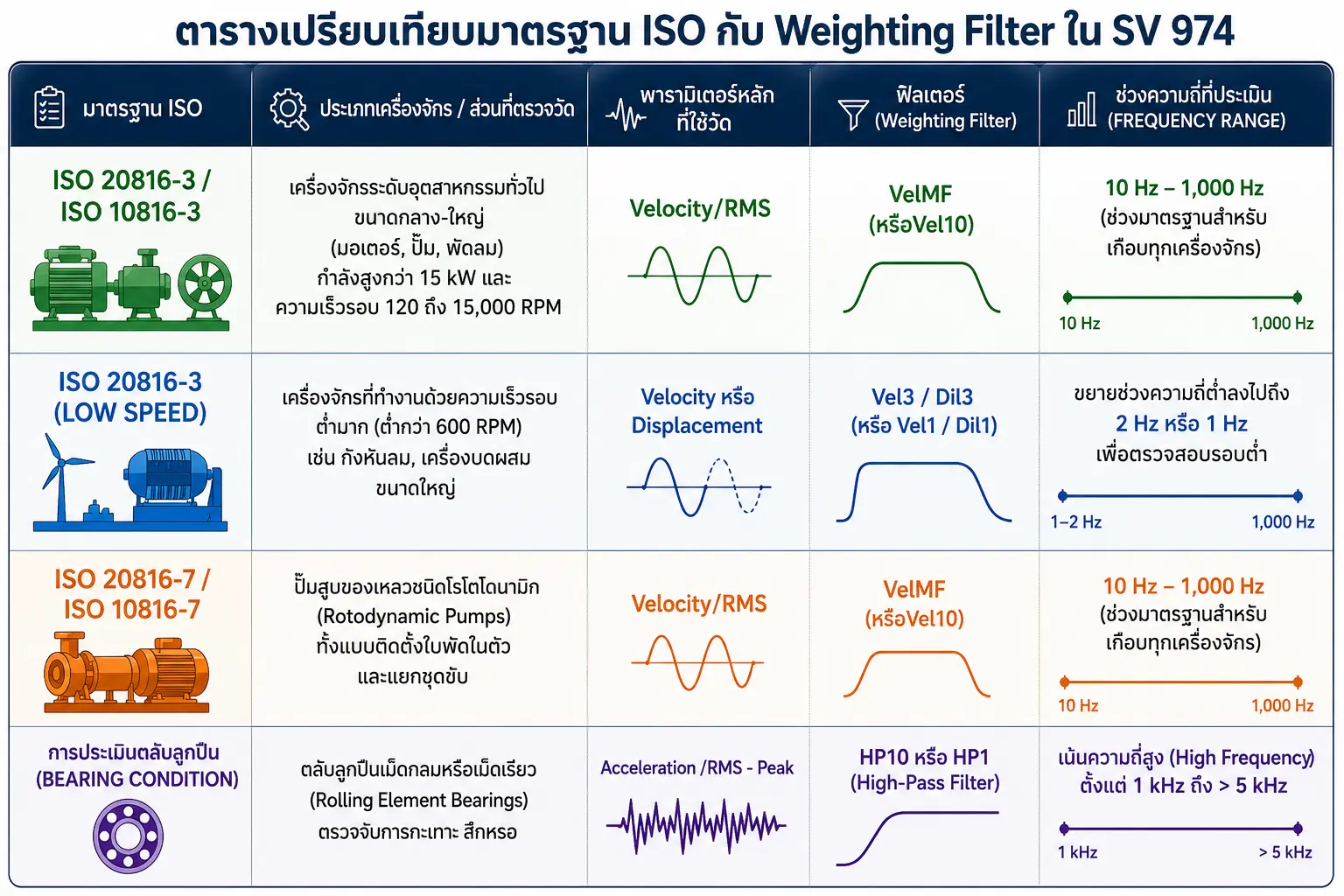
การประเมินความรุนแรงของความสั่นสะเทือนตามมาตรฐาน ISO 20816-3 (ซึ่งพัฒนาต่อเนื่องมาจาก ISO 10816-3 สำหรับเครื่องจักรในโรงงานอุตสาหกรรมทั่วไปที่มีกำลังมากกว่า 15 kW และความเร็วรอบระหว่าง 120 ถึง 15,000 RPM) จะพิจารณาจากค่าความเร็วความสั่นสะเทือนรวม (Broadband Velocity) ในหน่วย mm/s RMS
ตารางมาตรฐาน ISO 20816-3: เกณฑ์ความรุนแรงของความสั่นสะเทือน (mm/s RMS)
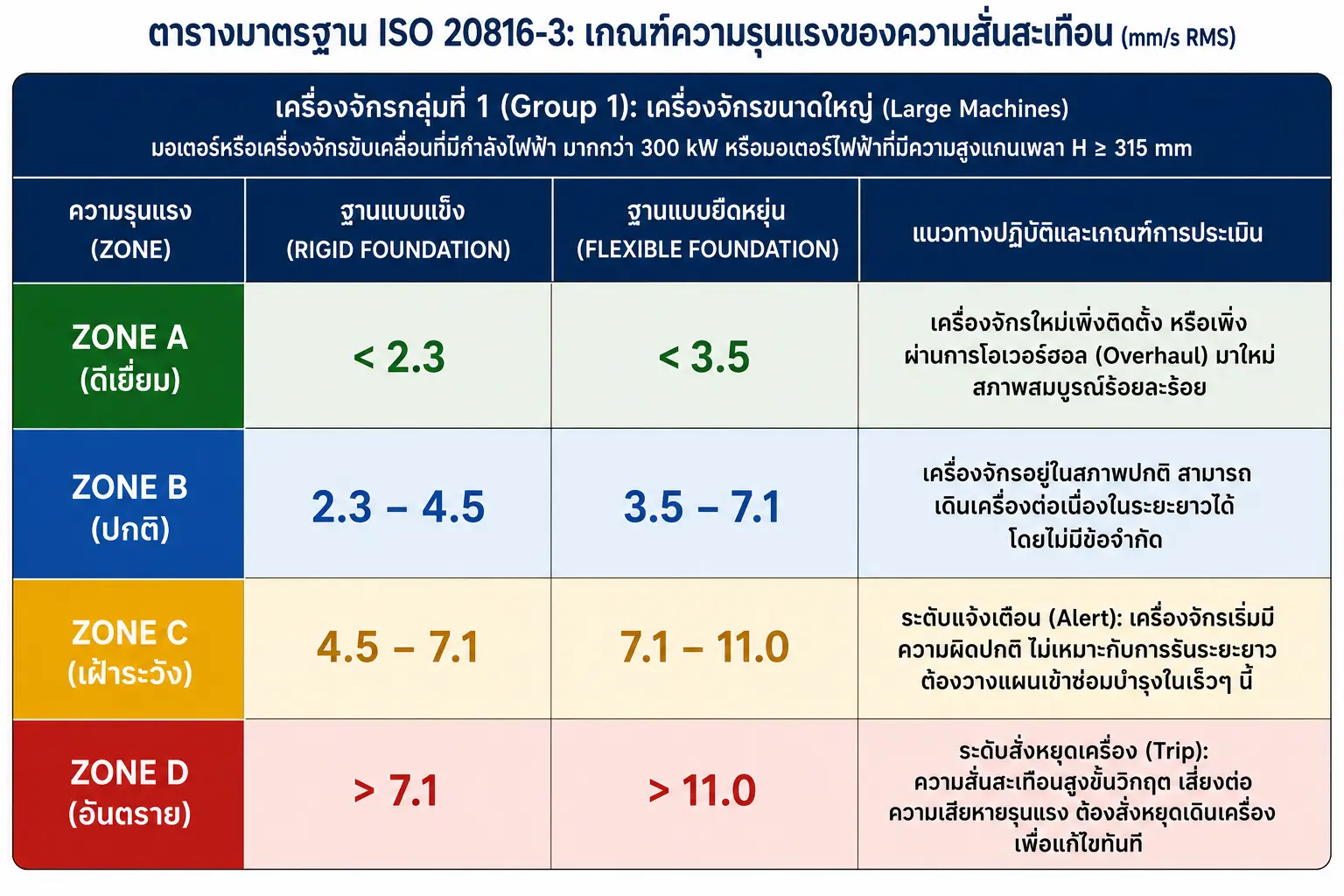
เครื่องจักรกลุ่มที่ 2 (Group 2): เครื่องจักรขนาดกลาง (Medium Machines)
ข้อสังเกตและเทคนิคการอ่านค่าร่วมกับเครื่อง SV 974
-
ทำไมฐาน Flexible ถึงยอมรับค่าความสั่นได้สูงกว่า?
เครื่องที่ตั้งอยู่บนฐานยืดหยุ่น (เช่น ติดตั้งบนสปริงยาง, ยางรองกันสะเทือน หรือโครงสร้างเหล็กลอย) โครงสร้างฐานจะยอมให้ตัวเครื่องขยับตัวตามแรงเหวี่ยงได้มากกว่า โดยไม่สร้างความเค้น (Stress) สะสมสะท้อนกลับไปทำลายแบริ่ง ผิดกับเครื่องที่ยึดตายกับฐานคอนกรีตหนาๆ (Rigid) ที่หากสั่นเพียงนิดเดียว แรงเค้นทั้งหมดจะตกไปอยู่ที่แบริ่งและเพลาโดยตรง มาตรฐานจึงกำหนดเกณฑ์ของฐาน Rigid ให้เข้มงวดกว่า
-
ช่วงความถี่ที่สอดคล้องตามมาตรฐาน:
ค่านำมาประเมินในตารางด้านบนนี้ จะต้องเป็นค่าที่ได้จากโหมดการวัดในช่วงความถี่ 10 Hz ถึง 1,000 Hz เท่านั้น ดังนั้น เวลาดูผลการวัดบนเครื่อง Svantek SV 974 ให้กดดูที่โปรไฟล์ที่เราตั้งค่าฟิลเตอร์เป็น VelMF (หรือ Vel10) ตัวเครื่องจะประมวลผลตัดสัญญาณรบกวนนอกย่านออกให้โดยอัตโนมัติ ทำให้ได้ค่า mm/s RMS ที่แม่นยำและเทียบตารางได้ทันที
สรุป
- การตรวจวัดความสั่นสะเทือนของเครื่องจักรด้วย Svantek SV 974 รองรับการวัด Velocity, Acceleration และ Displacement พร้อมกันได้ถึง 3 โปรไฟล์ในครั้งเดียว
- การประเมินตามมาตรฐาน ISO 20816 ใช้ค่า Velocity (mm/s RMS) ในช่วงความถี่ 10–1,000 Hz เพื่อบ่งชี้สภาพเครื่องจักรและระดับความรุนแรงของความสั่นสะเทือน
- ฟิลเตอร์ VelMF เหมาะสำหรับการประเมินตามมาตรฐาน ISO ส่วน HP10/HP1 ใช้สำหรับตรวจสอบความเสียหายของตลับลูกปืน และ Vel3/Vel1 เหมาะกับเครื่องจักรรอบต่ำ
- มาตรฐาน ISO 20816-3 แบ่งระดับความรุนแรงออกเป็น 4 โซน ได้แก่ Zone A (ดีเยี่ยม), Zone B (ปกติ), Zone C (เฝ้าระวัง) และ Zone D (อันตราย)
- การติดตามค่าความสั่นสะเทือนอย่างต่อเนื่องช่วยให้วางแผนซ่อมบำรุงเชิงคาดการณ์ ลดความเสี่ยงการหยุดเครื่องฉุกเฉิน และเพิ่มความน่าเชื่อถือในการเดินเครื่องจักร.
สินค้าแนะนำ

Noise & Vibration Monitoring
